Что такое падающая характеристика сварочного генератора
Сварочные генераторы
 Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф — магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 — J св R г, где U2 — выходное напряжение на клеммах генератора при нагрузке; Jсв — сварочный ток; Rг — суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
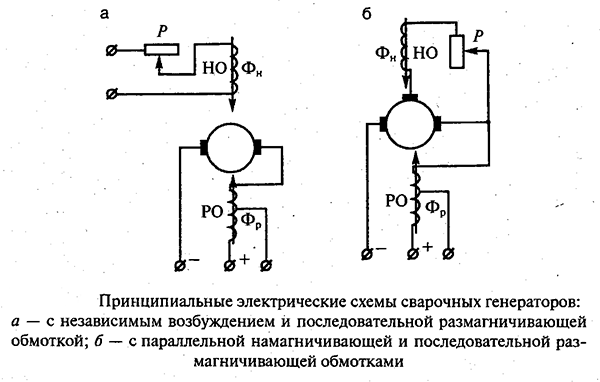
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
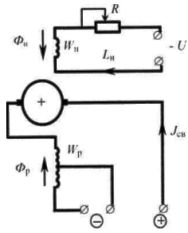
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков — ступень больших токов.
 Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
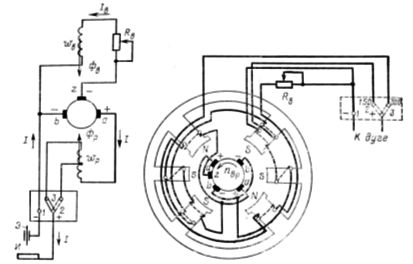
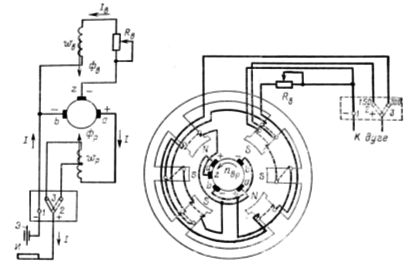
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
 Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
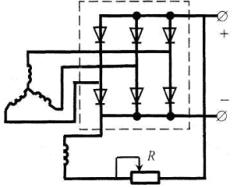
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
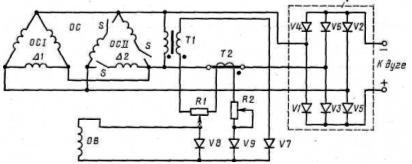
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
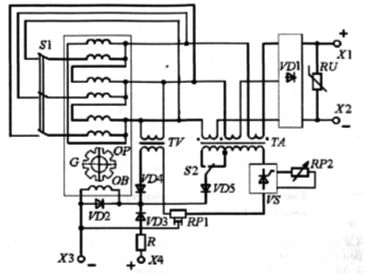
Рис. 5. Принципиальная схема сварочного генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР.
Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Устройство сварочного генератора
 Сварочный генератор – это автономная установка, применяемая для проведения сварки в условиях отсутствия полноценного источника электроэнергии. Данный агрегат гармонично сочетает в себе две важнейшие функции: организует независимое электроснабжение и вырабатывает сварочный ток определенных параметров.
Сварочный генератор – это автономная установка, применяемая для проведения сварки в условиях отсутствия полноценного источника электроэнергии. Данный агрегат гармонично сочетает в себе две важнейшие функции: организует независимое электроснабжение и вырабатывает сварочный ток определенных параметров.
Его использование позволяет проводить ремонтные и монтажные работы любой сложности там, где снабжение электричеством происходит с перебоями или невозможно вообще в силу отсутствия соответствующих линий. Кроме этого, такой аппарат часто незаменим и в быту, например, в качестве автономной системы освещения или для проведения срочной сварки.
Конструктивно устройство сварочной установки представлено генератором тока и приводным топливным двигателем, которые объединены рядом контролирующих и управляющих узлов и систем. К ним относятся: реостат для отладки сварочного тока, якорь, топливная емкость, пульт управления, коллектор, корпус, токосъемный механизм, капот со шторами и кровлей.
Стоит отметить, что в целом принцип работы сварочного генератора аналогичен действию других подобных установок. Однако у данного аппарата имеется одно главное отличие – наличие такого узла, как якорь, вращаемый посредством двигателя. Благодаря этому он вырабатывает электрическую энергию с постоянными характеристиками, что позволяет обеспечить стабильную и непрерывную сварочную дугу.
Главные эксплуатационные преимущества сварочных генераторов:
- компактность, мобильность;
- высокая надежность, функциональность;
- небольшой уровень шума;
- работа в сложных условиях и в режиме высоких нагрузок;
- удобный, недорогой и независимый источник питания;
- продолжительная эксплуатация в автономном режиме;
- стабильная генерация электротока с определенными параметрами.
Типы сварочных генераторов
 Приобретая такую технику, следует осознавать, что она предназначена для производства определенного объема электричества, которое нужно для сварки. В связи с этим все конкретные требования потребителя должны совпадать с эксплуатационными возможностями оборудования. В противном случае его эффективная работа невозможна. В зависимости от технических и функциональных характеристик, выделяют следующие типы сварочных генераторов:
Приобретая такую технику, следует осознавать, что она предназначена для производства определенного объема электричества, которое нужно для сварки. В связи с этим все конкретные требования потребителя должны совпадать с эксплуатационными возможностями оборудования. В противном случае его эффективная работа невозможна. В зависимости от технических и функциональных характеристик, выделяют следующие типы сварочных генераторов:
- Трансформаторы – удобные в работе и компактные агрегаты, выдающие переменный ток и отличающиеся доступной стоимостью.
- Выпрямители – станции, предназначенные для производства постоянного тока. Это оборудование используется для получения качественных сварочных швов и обработки деталей из нержавеющей стали.
- Инверторы – устройства с функцией высокоточной настройки рабочих параметров. Чаще всего применяются для сваривания в автоматическом или аргонодуговом режиме.
Также в продаже имеются сварочные генераторы, классифицируемые по виду используемого топлива на:
Эти установки характеризуются небольшой мощностью и доступной ценой. Они непригодны для длительных работ в сложных условиях, но считаются наилучшим решением для периодического применения в быту. Отличаются оптимальными габаритами и малым весом, при работе производят мало шума, не загрязняют окружающую среду.
Главные характеристики таких агрегатов – высокая надежность в эксплуатации и солидный спектр мощностей. Благодаря этому дизельные установки отличаются значительным рабочим ресурсом и возможностью функционирования при низкой температуре, а, следовательно, и более высокой рыночной стоимостью. Но их эксплуатация обходится значительно дешевле, чем оборудования, работающего на бензине.
Характеристики сварочных генераторов
 Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем.
Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем.
Во-вторых, защита от пыли и влажности. Современные требования безопасности категорически запрещают работу на бытовых и профессиональных сварочных генераторах в условиях проливного дождя, поскольку велик риск заработать электрический шок и испортить оборудование. Именно поэтому большинство станций имеет класс защиты от «одиночных капель и крупных частиц дождя», также встречаются установки с защитой от «косого дождя».
В-третьих, ремонтопригодность. Прежде чем начать беседу с продавцом о всех прелестях определенной модели, рационально узнать, – где, кем и на каких условиях оказывается техническая поддержка и проводится гарантийный ремонт. Важным критерием является и комплектация. Если оборудование предназначено для ручной переноски, оно должно оснащаться соответствующим чемоданчиком. Также стоит обратить внимание на следующие показатели:
- тип и стартовая сила тока;
- рабочее и холостое напряжение;
- диаметр электродов;
- продолжительность включения;
- рабочая температура;
- вес, размер, транспортабельность.
Работа сварочного генератора
 Многофункциональность генерирующей техники, т.е. возможность использовать ее как независимую электростанцию, и как аппарат для сварки, обеспечивает комфорт и мобильность процесса, а также существенно сокращает время на его подготовку. Такой агрегат достаточно заправить топливом, и он уже готов к сварке. В то время, как подготовка к работе обычного сварочного оборудования (прокладка кабелей, подключение, отладка) занимает намного больше времени, что весьма неудобно.
Многофункциональность генерирующей техники, т.е. возможность использовать ее как независимую электростанцию, и как аппарат для сварки, обеспечивает комфорт и мобильность процесса, а также существенно сокращает время на его подготовку. Такой агрегат достаточно заправить топливом, и он уже готов к сварке. В то время, как подготовка к работе обычного сварочного оборудования (прокладка кабелей, подключение, отладка) занимает намного больше времени, что весьма неудобно.
Практически всегда выгоднее приобрести именно сварочный генератор, а не автономную станцию и отдельно установку для сварки. Ведь часто случается так, что топливный агрегат не обеспечивает работу сварочного аппарата по причине нехватки мощности. А вот генератор для сварки рассчитан на определенную мощность и эксплуатацию в широком спектре температур, что при правильном подборе гарантирует отличное качество созданных швов.
Также немаловажен факт, что подобные установки предназначены для обработки разных металлов в различных, порой сложных климатических условиях. Кроме того, именно в автономных системах предусмотрены разнообразные защитные функции, микропроцессорное управление и возможность автоматической отладки напряжения. Благодаря этому такое оборудование отличается универсальностью, высокой производительностью и безопасностью.
Схемы сварочных генераторов
 Современная промышленная индустрия предлагает широкий ассортимент моделей этих установок. Схемы сварочных генераторов, определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере.
Современная промышленная индустрия предлагает широкий ассортимент моделей этих установок. Схемы сварочных генераторов, определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере.
Такой подход весьма полезен для конечных потребителей, поскольку обеспечивает возможность выбрать продукцию не только с учетом планируемых работ, но и по бюджету. В настоящее время наибольшим спросом пользуется оборудование, функционирующее по типу независимого или самовозбуждения и следующим схемам:
- универсальная;
- с падающей характеристикой;
- с жесткой или пологопадающей характеристикой.
Ремонт сварочного генератора
Несмотря на то, что сварочный генератор отличается высокими техническими характеристиками и степенью надежности, иногда, как и все электромеханическое оборудование, он ломается. Причины выхода аппарата из строя могут быть разными: некачественное топливо, ненадлежащее обслуживание, некорректно установленный режим работы и т.д.
 Чтобы избежать неожиданного отказа сварочного генератора и последующей остановки работ на объекте, необходимо своевременно проводить его техническое обслуживание и по возможности устранять выявленные неисправности. Как правило, к каждому аппарату прилагается инструкция, в которой подробно описываются самые распространенные проблемы и методы их решения.
Чтобы избежать неожиданного отказа сварочного генератора и последующей остановки работ на объекте, необходимо своевременно проводить его техническое обслуживание и по возможности устранять выявленные неисправности. Как правило, к каждому аппарату прилагается инструкция, в которой подробно описываются самые распространенные проблемы и методы их решения.
Однако самостоятельный ремонт сварочного генератора требует определенных познаний в сферах электрики и механики. Если таковых не имеется, лучше остановиться на стандартном профилактическом обслуживании, а все остальное доверить профессионалам сервисных центров. Подобное распределение ответственности, несомненно, позволит увеличить срок службы сварочного генератора от любого производителя. Типичные работы по устранению дефектов можно разделить на две основные группы:
- Ремонт двигателя
Обычно предусматривает периодическую проверку и при необходимости замену поршневых колец. Срок непрерывной эксплуатации данных элементов сварочного генератора указывается в инструкции. Поэтому если при разборе двигателя выявляется изношенность этих запчастей, их следует заменить. Дальнейшая пригодность к службе или необходимость смены смазки для двигателя и свечи также определяется путем визуального осмотра;
- Ремонт электрики
Чаще всего такие работы заключаются в замене истертых токосъемных щёток и перематывании обмоток в ситуации межвиткового замыкания. Даже если выявлен износ только одной щетки, обязательно меняют сразу обе. Именно для этого типовой ремнабор комплектуется парой запасных. Еще одним распространённым дефектом является поломка валовых подшипников или их прокрутка внутри корпуса. Подобные неисправности сварочного генератора сопровождаются ощутимым шумом и повышенной температурой.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
Схема сварочного генератора
Содержание:
- Принцип работы сварочного генератора.
- Особенности схем сварочных генераторов.
- Принцип работы генератора с независимым возбуждением.
- Принцип работы генератора с самовозбуждением.
Сварочный генератор является источником постоянного тока, необходимого для ведения сварочных работ. Основной принцип работы сварочного генератора заключается в том, что он преобразовывает механическую энергию в электрическую. Основными частями конструкции сварочного генератора являются: статор с магнитными полюсами и якорь с обмоткой и коллекторами.
Принцип работы сварочного генератора.
Переменный электрический ток возникает в обмотке якоря в местах пересечения обмотки сварочного генератора с магнитными силовыми линиями, расположенными на полюсах статора. Далее этот ток поступает на коллекторы, где и происходит преобразование переменного тока в постоянный. Затем постоянный ток попадает на угольные щетки, плотно прижатые к коллекторам, а со щеток уходит на зажимы, к которым присоединяются сварочные провода, ведущие к электроду.

В состав каждого генератора входит намагничивающаяся обмотка возбуждения. Питание обмотки может производиться двумя путями
- от независимого источника – такой генератор является аппаратом с независимым возбуждением
- от самого генератора – это генератор с самовозбуждением
Любой генератор может работать в различных режимах. Изменение режима работы генератора можно произвести путем плавного изменения тока намагничивания.
Кроме того, важной конструктивной частью любого генератора является последовательная обмотка возбуждения, характеризующаяся небольшим количеством витков. Эта обмотка последовательно подключается к дуге и питает ее током – то есть, сила тока в этой обмотке равна силе тока в сварочной дуге. Особенностью последовательной обмотки является то, что она разделена на отдельные секции. Благодаря этому она может работать не только вся целиком, но и частично.
Особенности схем сварочных генераторов.
Схема сварочного генератора может быть различной, и схемы эти отличаются друг от друга внешней характеристикой.
Основными видами генераторов, с этой точки зрения, являются
- сварочные генераторы с падающей внешней характеристикой
- сварочные генераторы с жесткой или пологопадающей внешней характеристикой
- универсальные сварочные генераторы.
Самым большим спросом пользуются сварочные генераторы с падающей внешней характеристикой, которые могут базироваться на одной из двух схем:
- генераторы с независимым возбуждением
- генераторы с самовозбуждением

Принцип работы генератора с независимым возбуждением.
Конструкция генераторов этого типа оснащена обмоткой с независимым возбуждением, питание которой происходит от какого-то внешнего источника постоянного тока. Кроме того, в цепи имеется и размагничивающаяся обмотка, подключенная последовательно. Регулирование силы тока в цепи производится с помощью реостата. Если в сварочной цепи увеличится сила тока, то магнитный поток, создаваемый размагничивающейся обмоткой, тоже будет увеличиваться. В то же время магнитный поток, создаваемый обмоткой независимого возбуждения, останется прежним. Это приводит к тому, что напряжение на зажимах генератора падает, что и создает падающую внешнюю характеристику.
Принцип работы генератора с самовозбуждением.
В случае, когда применяется эта схема сварочного генератора, намагничивающаяся обмотка получает постоянный ток с обмотки якоря самого генератора. Для этого на коллекторе имеется специальная дополнительная щетка, к которой и подключается намагничивающая обмотка возбуждения, создающая постоянный магнитный поток.
Основная сфера применения сварочных генераторов – это ручная дуговая сварка штучными электродами. Именно для этого типа сварки от генератора требуются резко падающие внешние характеристики, то есть, уменьшение напряжения в случае увеличения тока. Это объясняется тем, что при ручной дуговой сварке происходят медленные колебания длины дуги, связанные с работой мастера (с движением его руки), и для того, чтобы поддерживать постоянное горение дуги необходимо сохранять ток примерно одинаковым.
5. Сварочные генераторы с падающей внешней характеристикой. Конструкция, режимы работы, уравнения.
Обмотка независимого возбуждения, создающая намагничивающий магнитный поток, получает питание от выпрямительного блока, включенного в силовую сеть через феррорезонансный стабилизатор напряжения. Падающая ВХ генератора формируется из-за уменьшение результирующего потока генератора с ростом тока, при этом уменьшается ЭДС и индуктируемая в якоре и напряжение на выводах генератора. С ростом сварочного тока при неизмененном токе намагничивающей обмотке ВАХ линейно. Разнесение обмоток улучшает динамические свойства генератора и сказывается на его ВХ. Работа генератора протекает в условиях одного установившегося режима другим, что сопровождается переходными процессами в электрических цепях генератора. В процессе сварки происходит замыкание дугового промежутка каплей, потом отрыв капли от электрода. При рабочем режиме на конце электрода образуется растущая в объеме капля, переходящая затем в ванну на изделии.
Билет №16
1. Первичная и вторичная структуры сварных соединений. Форма первичных кристаллитов при сварке: 1)Равновесные (полиэдрические); 2)Пластинчатые; 3)Столбчатые. Если скорость роста одинакова во всех направлениях образуется полиэдрический кристалл. Если рост происходит по двум направлениям – пластинчатый. Если рост происходит в одном направлении образуется столбчатый кристалл. Столбчатые кристаллы растут от первого фронта затвердевания. На втором фронте образуется полиэдрические и пластинчатые кристаллиты. Механизмы роста кристаллитов при сварке: 1)Гладкий; 2)Ячеистый; 3)Дендритный; 4)Автономный.
Механизм роста зависит: 1)от концентрации легирующих элементов и примесей; 2)от градиента температур на фронте затвердевания; 3)от скорости кристаллизации.
Вторичная структура. Основные структурные зоны сварного соединения.
Т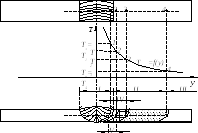 епло, вводимое в металл от источника, распространяется от шва на некоторое расстояние в основной металл. Температура металла в зоне сварки зависит от вида источника тепла и температуры окружающей среды и распределяется неравномерно от максимальной, до температуры окружающей среды. В результате в металле происходят физические процессы, которые изменяют его структуру и свойства. Участок свариваемого металла, в котором в результате нагрева и охлаждения происходит изменение свойств и структуры называется зоной термического влияния (ЗТВ). При лазерной сварке ширина ЗТВ 50
епло, вводимое в металл от источника, распространяется от шва на некоторое расстояние в основной металл. Температура металла в зоне сварки зависит от вида источника тепла и температуры окружающей среды и распределяется неравномерно от максимальной, до температуры окружающей среды. В результате в металле происходят физические процессы, которые изменяют его структуру и свойства. Участок свариваемого металла, в котором в результате нагрева и охлаждения происходит изменение свойств и структуры называется зоной термического влияния (ЗТВ). При лазерной сварке ширина ЗТВ 50
Особенности структуры ЗТВ. 1-2 – оплавленные зёрна основного металла; 2-3 – очень крупное зерно; Характерные зоны сварного соединения: I – сварной шов;II – ЗТВ;III – основной металл;IV – околошовная зона;V – зона оплавления; Тп – температура начала фазовых и структурных превращений; Тл – температура ликвидуса. Эти зоны характерны только для углеродистых и низколегированных сталей. Они отличаются микро- и макроструктурой, химическим составом, механическими свойствами.
2.Сварочные материалы для автоматической сварки под флюсом.
Для дуговой сварки под флюсом применяют электродную проволоку и флюс. В качестве электродной проволоки применяют такую же проволоку, что и в других способах сварки плавлением. Может применяться так же проволока, отформованная из ленты в трубку, внутрь которой запрессован флюс (порошковая проволока). В последнее время разработаны композитные проволоки, оболочка которых пластмассовая, а сердцевина – смесь флюса и железного порошка. Достоинство такой проволоки – полная невосприимчивость к влаге. Сварочный флюс должен хорошо защищать капли электродного металла и жидкий металл сварочной ванны от воздействия воздуха. Наряду с этим флюс обеспечивает устойчивое горение дуги, хорошее формирование шва и образует шлаковую корку, легко отделимую от поверхности шва и образует шлаковую корку, легко отделимую от поверхности шва после затвердевания; из флюса при плавлении не должно выделяться большого количества газов, пыли. Флюс должен обеспечивать заданные химический состав и механические свойства металла шва. По назначению выделяют три группы флюсов: для сварки углеродистых и легированных сталей, для сварки высоколегированных сталей, для сварки цветных металлов и сплавов. По химическому составу различают кислые и основные флюсы в зависимости от соотношения соответствующих окислов составе. По способу изготовления флюсы разделяют на плавленые и неплавленные.
3. Регуляторы цикла и включающие устройства. Включающее устройство коммутирует (включает или отключает) сетевое напряжение в контактной машине при помощи простейших контакторов или специальных устройств – прерывателей. Прерыватель содержит соответственно контактор и синхронизатор, который обеспечивает включение и отключение контактора в заданное время относительно фазы питающего напряжения
 Тиристорные контакторы. В настоящее время серийно выпускаются контакторы, заменивших ранее игнитронные контакторы. Контакторы КТ-07 комплектуются тиристорами с повышенной циклостойкостью к критической скорости нарастания напряжения — комплектуемые тиристорами таблеточного исполнения. Действие термореле основано на свойстве мембраны скачкообразно изменять изгиб при достижении заданной температуры. Термореле имеет температуру срабатывания 60±5 о С и температуру возврата при охлаждении 45±10 о С. При срабатывании термореле размыкание контактов термореле происходит через толкатель, коромысло и контактную пружину. Для защиты контакторов от импульсных перенапряжений параллельно им включаются варисторы. Конденсаторное питание представляет собой разновидность питания с запасанием энергии в электрических конденсаторах в паузах между сварками. Это позволяет снизить потребляемую мощность из сети в 10 раз по сравнению с непосредственным питанием из сети. Другим достоинством конденсаторного питания является стабильное тепловыделение при сварке изделий малой толщины (до 0,1 мм). Силовая часть конденсаторного питания относительно проста. Управление циклом сварки. В производстве всегда успешно эксплуатируется аппаратура управления циклом сварки КМ нескольких поколений. К первому поколению относится аппаратура, использующая релейно — контактные элементы, радиолампы. Второе поколение построено на транзисторах и типовых логических элементах, облегчающих ремонт Третье поколение (ВАЗ) базируется на использовании компактных интегральных типовых микросхем, позволивших существенно повысить точность и надёжность аппаратуры и уменьшить её габариты в несколько раз. Четвертое поколение использует микропроцессорной элементную базу, алфавитно-цифровые дисплеи и стационарные индукционные датчики вторичного (сварочного) тока, позволившие впервые наблюдать за реальной величиной сварочного тока и временем сварки в процессе самой сварки.
Тиристорные контакторы. В настоящее время серийно выпускаются контакторы, заменивших ранее игнитронные контакторы. Контакторы КТ-07 комплектуются тиристорами с повышенной циклостойкостью к критической скорости нарастания напряжения — комплектуемые тиристорами таблеточного исполнения. Действие термореле основано на свойстве мембраны скачкообразно изменять изгиб при достижении заданной температуры. Термореле имеет температуру срабатывания 60±5 о С и температуру возврата при охлаждении 45±10 о С. При срабатывании термореле размыкание контактов термореле происходит через толкатель, коромысло и контактную пружину. Для защиты контакторов от импульсных перенапряжений параллельно им включаются варисторы. Конденсаторное питание представляет собой разновидность питания с запасанием энергии в электрических конденсаторах в паузах между сварками. Это позволяет снизить потребляемую мощность из сети в 10 раз по сравнению с непосредственным питанием из сети. Другим достоинством конденсаторного питания является стабильное тепловыделение при сварке изделий малой толщины (до 0,1 мм). Силовая часть конденсаторного питания относительно проста. Управление циклом сварки. В производстве всегда успешно эксплуатируется аппаратура управления циклом сварки КМ нескольких поколений. К первому поколению относится аппаратура, использующая релейно — контактные элементы, радиолампы. Второе поколение построено на транзисторах и типовых логических элементах, облегчающих ремонт Третье поколение (ВАЗ) базируется на использовании компактных интегральных типовых микросхем, позволивших существенно повысить точность и надёжность аппаратуры и уменьшить её габариты в несколько раз. Четвертое поколение использует микропроцессорной элементную базу, алфавитно-цифровые дисплеи и стационарные индукционные датчики вторичного (сварочного) тока, позволившие впервые наблюдать за реальной величиной сварочного тока и временем сварки в процессе самой сварки.
Что такое падающая характеристика сварочного генератора




§ 98. Сварочные преобразователи постоянного тока и сварочные агрегаты
Классификация сварочных преобразователей и агрегатов. Для сварки постоянным током источниками питания служат сварочные преобразователи и сварочные агрегаты. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя, сварочный агрегат — из генератора и двигателя внутреннего сгорания. Сварочные агрегаты употребляются для работы в полевых условиях и в тех случаях, когда в питающей электрической сети сильно колеблется напряжение. Генератор и двигатель внутреннего сгорания (бензиновый или дизельный) монтируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора.
Для работы в разных условиях выпускаются агрегаты: АСБ-300-7 — бензиновый двигатель ГАЗ-320, смонтированный с генератором ГСО-300-5 на раме без колес; АСД-3-1 — дизельный двигатель и генератор СГП-3-VIII — в том же исполнении; АСДП-500 — как и предыдущий агрегат, но установленный на двухосном прицепе; СДУ-2 — агрегат, смонтированный на базе трактора Т-100М; ПАС-400-VIII — двигатель типа ЗИЛ-164. и генератор СГП-3-VI, смонтированные на жесткой раме, снабженной роликами для перемещения по ровному полу. Выпускаются и другие агрегаты, отличающиеся конструктивным исполнением.
Сварочные генераторы бывают однопостовыми и многопостовыми, рассчитанными для одновременного питания нескольких сварочных постов. Однопостовые сварочные генераторы изготовляются с падающей или жесткой внешними характеристиками.
Большая часть генераторов, комплектующих сварочные агрегаты и преобразователи (типа ПС и ПСО), имеют падающую внешнюю характеристику. Генератор преобразователя типа ПСГ имеет жесткую вольт-амперную характеристику. Выпускаются генераторы универсальные, позволяющие получать и падающую, и жесткую характеристики (преобразователи типа ПСУ).
Сварочные преобразователи ПСО-500, ПСО-ЗООА, ПСО-120, ПСО-800, ПС-1000, АСО-2000, ПСМ-1000-4 и другие снабжаются в основном асинхронными трехфазными короткозамкнутыми двигателями в однокорпусном исполнении. Они имеют колеса для перемещения по цеху или устанавливаются неподвижно на плите.
Технические данные некоторых преобразователей приведены в табл. 51.
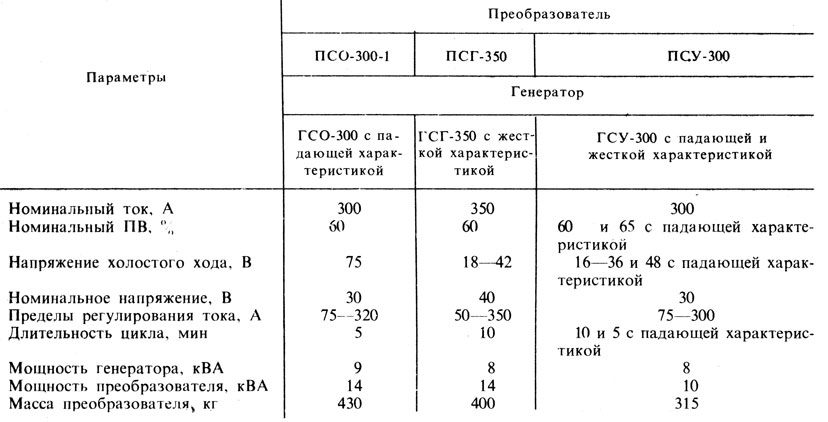
51. Технические данные преобразователей типа ПСО, ПСГ, ПСУ
Устройство и работа сварочных генераторов. Промышленностью выпускаются сварочные генераторы трех типов: с независимой и параллельной обмотками возбуждения, размагничивающей последовательной обмоткой и с расщепленными полюсами.
Генераторы с независимой обмоткой возбуждения и размагничивающей последовательной обмоткой (рис. 119) применяются главным образом в сварочных преобразователях ПС0420, ПСО-ЗООА, ПСО-500, ПСО-800, ПС-1000, АСО-2000, отличающихся мощностью и конструктивным оформлением.
На схеме генератора (рис. 199, а) показаны две обмотки возбуждения: независимая Н и последовательная С, которые расположены на разных полюсах. В цепь независимой обмотки включен реостат РТ. Последовательная обмотка изготовлена из шины большою сечения, так как в ней протекает большой сварочный ток. От части ее витков сделана отпайка, вынесенная на переключатель П.
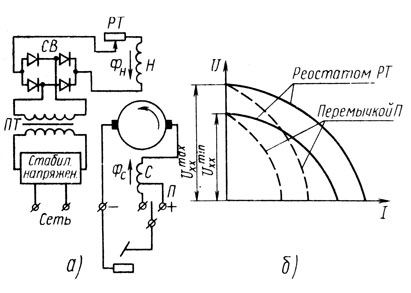
Рис. 119. Генератор с независимым возбуждением и размагничивающей последовательной обмоткой: а — принципиальная электрическая схема, б — внешние характеристики
Магнитный поток последовательной обмотки направлен навстречу магнитному потоку, создаваемому независимой обмоткой возбуждения. В результате действия этих потоков появляется результирующий поток. При холостом ходе последовательная обмотка не работает.
Напряжение холостого хода генератора определяется током в обмотке возбуждения. Это напряжение можно регулировать реостатом РТ, изменяя величину тока в цепи намагничивающей обмотки.
При нагрузке в последовательной обмотке появляется сварочный ток, создающий магнитный поток противоположного направления. С увеличением сварочного тока противодействующий магнитный поток увеличивается, а рабочее напряжение уменьшается. Таким образом образуется падающая внешняя характеристика генератора (рис. 119, б).
Изменяют внешние характеристики регулированием тока в обмотке независимого возбуждения и переключением числа витков размагничивающей обмотки.
При коротком замыкании сила тока возрастает настолько, что размагничивающий поток резко увеличивается. Результирующий поток, а следовательно, и напряжение на клеммах генератора практически падают до нуля.
Сварочный ток регулируется двумя способами: переключением числа витков размагничивающей обмотки (два диапазона) и реостатом в цепи независимой обмотки (плавное регулирование). При подключении сварочного провода на левую клемму (рис. 119, а) устанавливаются малые токи, на правую — большие.
Генераторы с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения относятся к системе генераторов с самовозбуждением (рис. 120). Поэтому их полюса изготовляются из ферромагнитной стали, имеющей остаточный магнетизм.
Как видно из схемы (рис. 120, а), генератор имеет на основных полюсах две обмотки: намагничивающую Н и последовательно включенную размагничивающую С. Ток намагничивающей обмотки создается якорем самого генератора, для чего служит третья щетка С, расположенная на коллекторе посредине между основными щетками а и б.
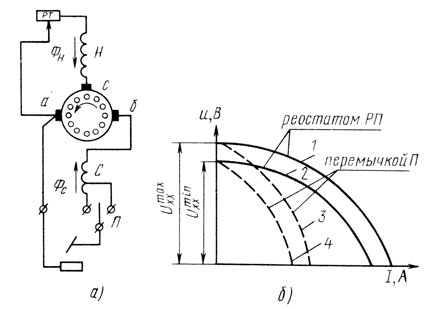
Рис. 120. Генератор с самовозбуждением и размагничивающей последовательной обмоткой: а — принципиальная электрическая схема, б — внешние характеристики
Встречное включение обмоток создает падающую внешнюю характеристику генератора (рис. 120, б). Сварочный ток плавно регулируется реостатом РП, включенным в цепь обмотки самовозбуждения. Для ступенчатого регулирования тока размагничивающая обмотка секционирована так же, как и в генераторе типа ПСО. По такой схеме работают генераторы сварочных преобразователей ПС-300, ПСО-ЗООМ, ПС-3004, ПСО-300 ПС-500, САМ-400.
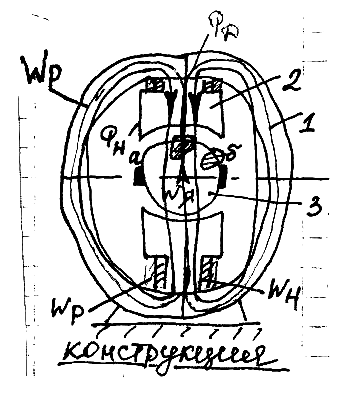
Генератор с расщепленными полюсами (рис. 121) не имеет последовательной обмотки. В этом генераторе расположение полюсов отличается от обычных электрических генераторов постоянного тока. Магнитные полюса не чередуются (за северным следует южный, затем опять северный и т. д.), а одноименные полюса располагаются рядом (два северных и два южных, рис. 121, б). Горизонтальные полюса Nr называются главными, а вертикальные Nп — поперечными.
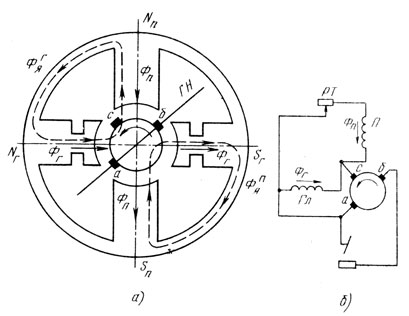
Рис. 121. Генератор с расщепленными полюсами: а, б — принципиальные магнитная и электрическая схемы; Ф г я, Ф п я — магнитные потоки якоря, Фг — главный магнитный поток, Фп — поперечный магнитный поток, ГН — нейтраль, П — обмотка поперечных полюсов, Гл — обмотка главных полюсов, РТ — реостат
Главные полюса имеют вырезы, уменьшающие их поперечное сечение для полного насыщения магнитным потоком уже при холостом ходе. Поперечные полюса имеют большое сечение и работают на всех режимах при неполном насыщении. На главных полюсах размещены только главные обмотки возбуждения, а на поперечных — только поперечные. В цепи поперечных обмоток возбуждения установлен регулировочный реостат РТ. Обе обмотки включены между собой параллельно и получают питание от щеток, т. е. генератор работает с Самовозбуждением. Генератор имеет две главные щетки а и б и дополнительную щетку с.
При нагрузке в обмотке якоря появляется ток, который создает магнитный поток якоря, подмагничивающий главные полюса и размагничивающий поперечные. Так как главные полюса полностью насыщены, то действие подмагничивающего потока не сказывается. С увеличением сварочного тока магнитный поток якоря увеличивается, его размагничивающее действие (против потока поперечных полюсов) возрастает и это приводит к уменьшению рабочего напряжения; создается падающая внешняя характеристика генератора. Таким образом, падающая характеристика генератора получается за счет размагничивающего действия магнитного потока якоря.
Плавное регулирование сварочного тока осуществляется реостатом в цепи поперечной обмотки возбуждения 1 .
1 ( В выпускавшихся ранее генераторах этого типа (СУГ-2а, СУГ-26 и др.) грубая регулировка тока осуществлялась смещением щеток от нейтрали.)
По схеме с расщепленными полюсами работают генераторы преобразователей ПС-300М, СУГ-2ру и др.
Конструкции однопостовых сварочных преобразователей. Преобразователи ПС-300-1 и ПСО-300 служат для питания одного поста, для сварки, наплавки и резки. Преобразователи рассчитаны на рабочий ток от 65 до 340 А.
Сварочный генератор преобразователя относится к типу генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения.
Генератор имеет крутопадающие внешние характеристики (рис. 120, б) и два диапазона сварочных токов: 65 — 200 А и при подключении сварочного кабеля к левому зажиму (+) с полным числом витков последовательной размагничивающей обмотки; 160 — 340 А — при подключении к правому зажиму (+) с частью витков последовательной обмотки. В цепь намагничивающей обмотки возбуждения включен реостат типа РУ-Зб сопротивлением 2,98 Ом на токи 4,5 — 12 А, предназначенный для регулирования сварочного тока.
Преобразователь ПСГ-300-1 предназначен для питания поста полуавтоматической сварки в защитном газе. Генератор преобразователя имеет жесткую внешнюю характеристику, которая создается подмагничивающим действием последовательной обмотки возбуждения. Независимая обмотка возбуждения питается от селенового выпрямителя, подключенного к сети переменного тока через феррорезонансный стабилизатор. В цепь обмотки независимого возбуждения включен реостат, позволяющий плавно регулировать напряжение на зажимах генератора от 16 до 40 В. Преобразователь включается в сеть пакетным выключателем. Пределы регулирования сварочного тока 75 — 300 А.
Универсальные сварочные преобразователи ПСУ-300, ПСУ-500 имеют как падающие, так и жесткие внешние характеристики. Преобразователи этого типа состоят из однопостового сварочного генератора постоянного тока и приводного трехфазного асинхронного двигателя с короткозамкнутым ротором, находящихся в одном корпусе.
Сварочный генератор типа ГСУ изготовляется с четырьмя основными и двумя дополнительными полюсами (рис. 122). На двух основных полюсах уложены витки основной намагничивающей обмотки возбуждения, которая получает питание от сети через стабилизирующий трансформатор и селеновый выпрямитель. На двух других основных полюсах уложены витки последовательной обмотки возбуждения; магнитный поток этих полюсов направлен навстречу основному намагничивающему потоку. Обмотки дополнительных полюсов предназначены для улучшения коммутации.
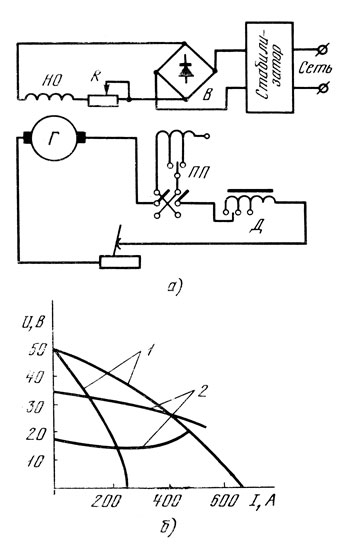
Рис. 122. Сварочный универсальный преобразователь типа ПСУ: а — электрическая схема, б — внешние характеристики ГСУ-300; В — выпрямитель, НО — независимая обмотка возбуждения, ПП — переключатель последовательной обмотки, Д — дроссель, Г — сварочный генератор, R — реостат для регулирования напряжения и тока
Для получения крутопадающих внешних характеристик включается независимая обмотка возбуждения, последовательная размагничивающая и часть витков обмотки дополнительных полюсов.
При переходе на жесткие внешние характеристики (рис. 122, б) последовательная размагничивающая обмотка частично отключается, но включается увеличенное количество витков обмотки дополнительных полюсов.
Изменение вида характеристики осуществляется переключением пакетного переключателя, установленного на распределительном устройстве, и присоединением сварочных проводов к двум соответствующим зажимам на клеммовой доске.
По приемлемой стоимости розница рабочая обувь на сайте компании Аспект.
Что такое падающая характеристика сварочного генератора
Основные характеристики источника питания и сварочной дуги
Внешняя характеристика источника питания дуги. Кроме таких осязаемых параметров трансформатора как форма и геометрические размеры его магнитопровода, количество витков первичной и вторичной обмоток, величина входного и выходного напряжения, потребляемый и развиваемый на выходе ток и т. д., существуют еще и такие характеристики электросварочной системы, которые в обычных условиях оценить визуально или измерить с помощью измерительной аппаратуры невозможно, однако именно их показатели определяют пригодность трансформатора в качестве источника тока для ручной сварки или же обуславливают качество горения дуги и формирования сварного шва. То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко — сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она мерехтит и часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Под источником питания в общем случае понимается трансформатор с присоединенными к нему дополнительными устройствами, которыми могут быть активная или реактивная нагрузка (дроссель) или какие-либо другие компоненты, улучшающие внешнюю характеристику такого скомпонованного источника тока. Важно, что рабочий ток снимается с выхода всей этой системы. Если же сварочный трансформатор используется как источник питания дуги сам по себе, без другого оборудования, то имеет смысл говорить о внешней вольт-амперной характеристике самого трансформатора. Притом, что в последнем случае оценка будет более наглядной, — хорошо, когда для ручной сварки используется трансформатор, обладающий хорошей характеристикой без каких-либо дополнительных средств ее улучшения. К тому же практика показывает, что в легких бытовых и переносных промышленных сварочных аппаратах громоздкие элементы для улучшения выходных характеристик не применяются вообще и источником питания дуги здесь является сам трансформатор.

Для ручной сварки применима только крутопадающая характеристика, жесткая и пологопадающая применяются при автоматической электросварке. Таким образом, изготавливаемый сварочный трансформатор должен обладать крутопадающей внешней характеристикой — только тогда процесс сварки будет происходить качественно. Дело здесь в том, что только при крутопадающей характеристике довольно-таки значительные колебания напряжения на дуге, как это видно на середине участка из графика, вызывают относительно небольшое изменение сварочного тока. А ведь величина напряжения на сварочной дуге в свою очередь зависит от длины дуги, которая поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве наплавки. Чтобы в полной мере понять этот процесс, полезно также более подробно рассмотреть особенности горения дуги и определить ее характеристики.
Характеристики сварочной дуги. Сварочная дуга представляет собой длительный электрический разряд между концом электрода и областью дуговой зоны металла изделия. Сварочная дуга характеризуется значительной плотностью тока и высокой температурой катодной области электрода, превышающей 3000 градусов, при относительно небольшом значении разности потенциалов — 20. 25 В. При зажигании дуги сначала происходит пробой газового промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Кроме того, стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.

При сварке плавящимся электродом, под действием высокой температуры, на его конце происходит плавление металла, образование капли, ее отрыв от электрода и перенос на металл изделия. При ручной сварке в виде капель переносится до 95% электродного металла, некоторая его часть превращается в пары и брызги (рис, 1.8). Диаметр капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. При сварке покрытыми электродами большинство капель окутано в оболочку из шлака, образующегося при плавлении покрытия, поэтому при прохождении они не замыкают дуговой промежуток. Однако короткое замыкание дугового промежутка некоторыми каплями все же происходит, что приводит к кратковременным падениям напряжения и скачкам сварочного тока. Для стабильности процесса горения дуги важна способность трансформатора к быстрому восстановлению тока и напряжения. В сварочной дуге происходит нелинейное распределение температуры и падение напряжения, зависящих от силы тока.
Статическая вольт-амперная характеристика дуги. Наибольший практический интерес при рассмотрении сварочной дуги для нас представляет ее статическая вольт-амперная характеристика. Ни в коем случае не стоит путать вольт-амперные характеристики источника питания (трансформатора) и дуги, так как они обусловлены совершенно разными по сути физическими процессами. Статической вольт-амперной характеристикой дуги называют зависимость падения напряжения на дуге от силы сварочного тока при постоянной длине дуги и прочих постоянных условиях горения дуги.
Вольт-амперные характеристики дуги снимаются в лабораторных условиях, от специального источника с регулируемыми параметрами. Проведение данного эксперимента связано со значительными трудностями из-за сложности измерения и поддержания длины дуги, а также поддержания неизменными других физических условий. Трудности особенно усугубляются при проведении эксперимента с плавящимися электродами, длина дуги в процессе плавления которых постоянно меняется, кроме того, происходит влияние на дугу капель переносимого расплавленного металла вплоть до замыкания в некоторых случаях этими каплями дугового промежутка. Однако эмпирические результаты для такого рода дуг были давно получены и исследованы (рис. 1.9), их форма сохраняет свой вид и в случае ручной электросварки.

Статическую вольт-амперную характеристику дуги условно можно разделить на три участка: падающая — с ростом сварочного тока напряжение уменьшается (1); жесткая — с ростом тока напряжение остается практически неизменным (2); возрастающая — рост тока вызывает увеличение напряжения дуги (3). Зажигание дуги происходит при напряжениях 40. 50 В. По мере увеличения тока дуги напряжение на ней падает до 20. 25 В, уменьшение напряжения прекращается при достижении тока 70. 80 А. При дальнейшем росте тока напряжение дуги стабилизируется — именно этот участок лучше всего использовать для электросварки. При токах свыше 800 А напряжение дуги начинает расти, однако такие значения недостижимы для бытовой электросварки и потому для нас малоинтересны. Положение вольт-амперных характеристик различно для дуг различной длины. При увеличении длины дуги график вольт-амперной зависимости сдвигается вверх — в сторону возрастания напряжения (рис. 1.10). Так, вольт-амперная характеристика (L3) соответствует короткой дуге; зависимость (L1) — длинной дуге для того же электрода и источника питания.
Что же мы видим? На рис. 1.12 изображены две статические характеристики одной и той же дуги на разных длинах LI, L2 — колебание длины дуги естественно при ручной сварке. Далее будем считать, что мы запитываем дугу от двух разных трансформаторов: с крутопадающей и пологопадающей внешней характеристикой. Графики соответствующих ВАХ трансформаторов изображены здесь же, и они пересекают кривые статических ВАХ дуги. Горение дуги возможно только в точках пересечения кривых внешних характеристик трансформаторов со статическими кривыми дуги на длинах LI, L2. Теперь обратите внимание, как изменяется ток в точках горения в первом и во втором случае, при переходе дуги с длины L1 на длину L2.  Так, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока — ΔIпол.хар.
Так, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока — ΔIпол.хар.
Выводы очевидны: стабильное горение дуги и высокое качество сварного шва возможны только при минимальных колебаниях рабочего тока, что может обеспечить только источник с крутопадающей внешней характеристикой.