Трансформаторы напряжения для сварочных генераторов
Все о сварочном трансформаторе
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
![]()
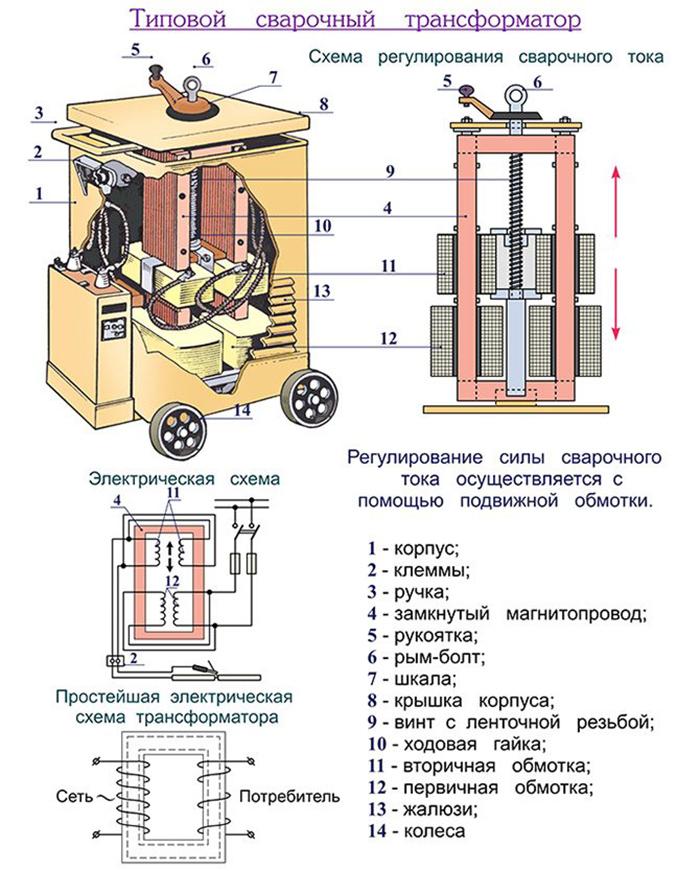
Устройство сварочного трансформатора
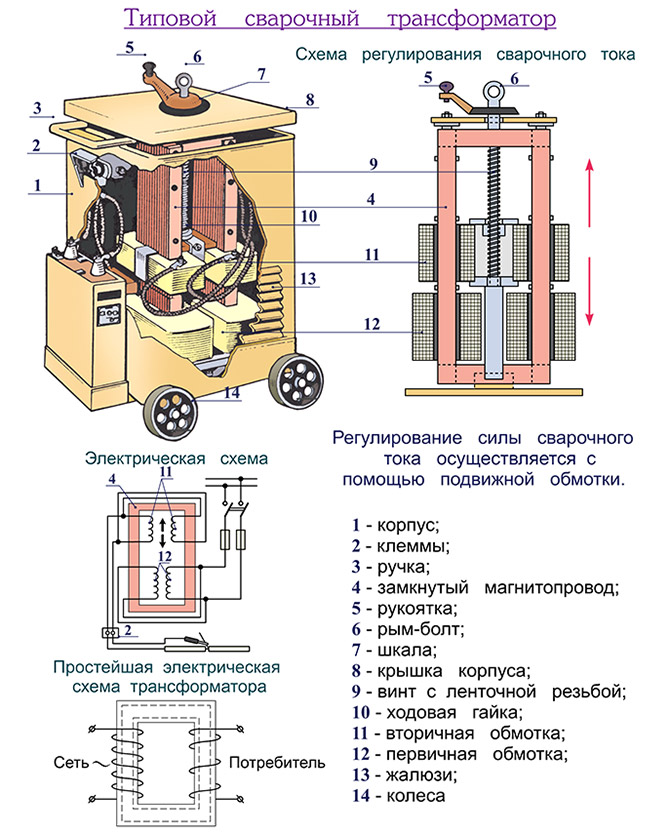
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
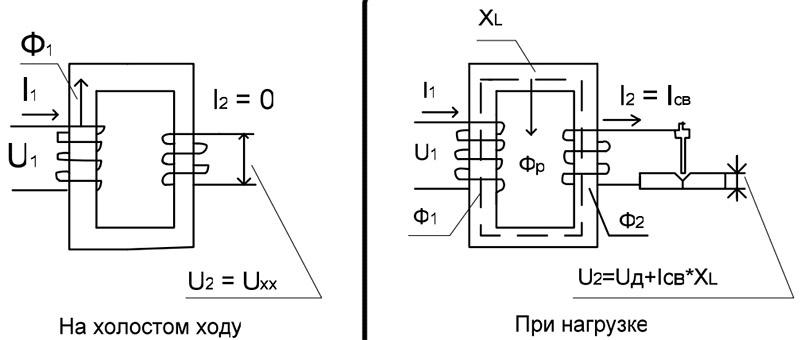
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Особенности применения и устройства сварочных трансформаторов
С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.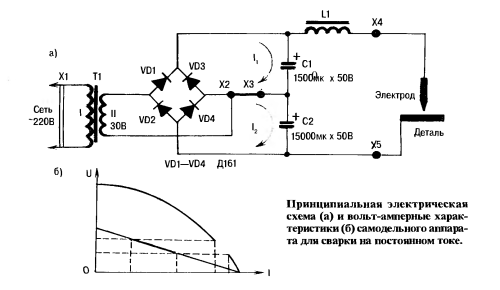
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
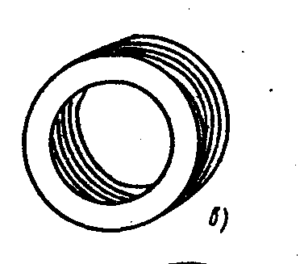
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
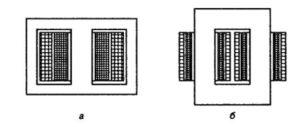
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
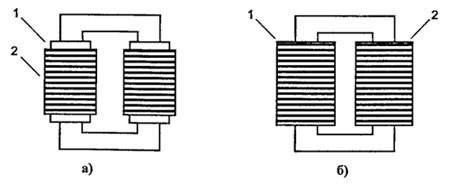
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.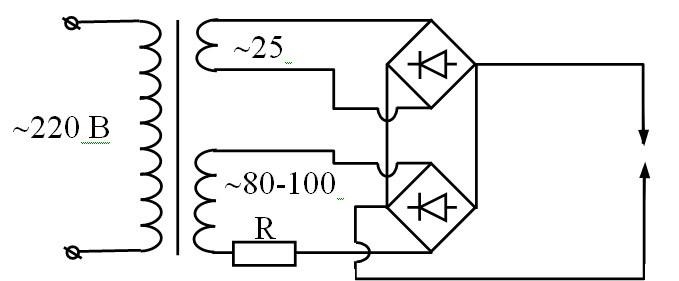
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Узнаем подробно о сварочном трансформаторе
Сварочный трансформатор представляет собой несложный, но весьма эффективный агрегат для выполнения сварки металлических конструкций. Чаще всего такая техника используется, если нет жестких требований к уровню качества соединительного шва. Долгое время сварочный трансформатор был популярен за неимением более совершенного по конструкции и производительного устройства. Однако даже с появлением таковых (сварочные аппараты инверторного типа) источники переменного тока применяются и сегодня.
- Область применения
- Виды и их особенности
- Разбираем все за и против
- Делаем правильные расчеты
- Нормы и требования к агрегатам
Подробнее о назначении
Размягчение металла происходит при высоких температурах, а каждый из видов материалов имеет собственный порог, при котором начинается процесс плавления. Чтобы соединить металлические детали, необходимо использовать источник переменного тока, продуцирующий довольно большие его значения. Как раз для этой цели используется сварочный трансформатор, который понижает сетевое напряжение и повышает ток.
Смотрим видео, устройство и принцип работы сварочного агрегата:
Именно эти свойства позволяют расплавлять металл до нужного состояния, чтобы в результате получилась надежная конструкция. Сварочный трансформатор – всегда основной узел в такой технике, как источник переменного тока. Главные направления, в которых используются подобные агрегаты: аргонодуговая или ручная сварка и автоматизированный процесс с применением флюса.
Статические характеристики устройства
В разных случаях, когда конструкция такого аппарата, как сварочный однофазный трансформатор, отличается, создаются требуемые статические характеристики для работы с материалом определенного рода и толщины.
![]()
На форму кривой влияет непосредственно вид используемых во время работы электродов, особенности процесса (механизированный или ручной), а также среда (защитный газ, использование открытой электрической дуги или флюс).
Разновидности и конструктивные особенности
Классифицируется сварочный разнотипный трансформатор по различным конструктивным особенностям.
![]()
В первую очередь следует сказать, что существуют отличия в конструкции таких агрегатов по роду процесса сварки:
- Агрегаты, используемые для ручной сварки;
- Исполнения техники, которые подразумевают использование флюса, при этом весь процесс полностью механизирован.
Но сварочный разнотипный трансформатор дополнительно подразделяется на группы еще и по фазовому регулированию:
- Аппараты с такими элементами конструкции, как дроссель насыщения или он же, но только с воздушным зазором, характеризуются нормальным уровнем магнитного рассеяния.
- Сварочный разнотипный трансформатор, конструкция которого предусматривает наличие разных по исполнению обмоток, а также импульсивный стабилизирующий элемент или конденсатор, характеризуется амплитудным регулированием с повышенным уровнем магнитного рассеяния.
- Сварочный тиристорный трансформатор также допускает вероятность использования импульсного стабилизирующего элемента.
Основной узел конструкции – сердечник с обмотками: первичной и вторичной. Сетевой переменный ток намагничивает сердечник, куда он переходит по первичной обмотке. В результате создается магнитный поток, который направлен в сторону вторичной обмотки, где индуцируется переменный ток.
Сварочный разнотипный трансформатор может иметь более сложную конструкцию, что напрямую повлияет на возможность регулирования значений электрических составляющих. От числа витков магнитопровода будет зависеть величина основных параметров.

Например, чем меньше витков на вторичной обмотке сердечника, тем меньше будет значение напряжения. Сварочные трансформаторы ТДМ имеют по две первичные и вторичны обмотки. Процесс регулирования рабочего тока происходит посредством магнитного рассеяния.
Достоинства и недостатки
Каждый из видов подобной техники имеет свои плюсы и минусы, на что могут влиять конструктивные особенности устройства. Но все они имеют ряд общих достоинств, среди которых:
- Сравнительная простота механизма, а, соответственно, и эксплуатации;
- Высокое качество сварного соединения, вне зависимости от того, используются ли сварочные трансформаторы типа ТДМ или другое исполнение аппарата;
- Практически повсеместное использование;
- Отсутствие жестких требований к результату, так как чаще подобная техника применяется для соединения элементов неответственных конструкций;
- Нет необходимости использовать газовые баллоны.
Однако сварочные трансформаторы ТДМ и прочие исполнения подобной техники имеют несколько основных недостатков. Например, довольно крупные габариты, что порой затрудняет работу. И, опять же, вопрос качества сварного шва.
Смотрим видео, сравниваем трансформатор с инвертором:
Речь идет не о прочности, а о том, что для получения соединения, подпадающего под определенные требования, недостаточно использовать сварочные трансформаторы типа ТДМ или другой аналог. Но все же возможность такой техники работать с материалами разных видов (цветные металлы, разного рода сталь), а также довольно широкий выбор устройств с разным уровнем производительности в некоторых случаях перекрывает собой минусы.
Постоянная составляющая тока
В первую очередь стоит отметить, что данная величина негативно влияет на рабочий процесс, то есть на сварку. Объясняется это тем, что постоянная составляющая тока способствует формированию устойчивого постоянного магнитного поля, что в свою очередь влияет на рост намагничивающего поля. В результате отмечается, что сварочный трансформатор типа ТДМ или другое исполнение отдает меньшую мощность, чем мог бы, а это напрямую влияет на рабочий процесс.

Возникновение такого явления обусловлено сильным различием между физическими свойствами свариваемого металла и электрода, например, если это алюминиевый сплав в первом случае и вольфрам – во втором. Результатом может быть изменение напряжения дуги в разных полупериодах, что приводит к появлению постоянной составляющей тока. Во избежание негативных последствий, необходимо, чтобы в рабочую цепь была подключена конденсаторная батарея.
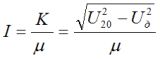
Коэффициент компенсации реактивной мощности
Обычно коэффициент мощности у таких агрегатов небольших значений. Для того чтобы трансформатор разнотипный для сварочного аппарата имел больший коэффициент мощности, необходимо подключить косинусный конденсатор в рабочую цепь. Это делается на участке с первичной обмоткой. Для определения числового значения коэффициента мощности используется формула:

где Р1Н – величина, именуемая активной мощностью аппарата, под нагрузкой;
P0 – этот же параметр, но при включении режима холостого хода;
Q1X – величина, которая называется реактивной мощностью, под нагрузкой до подключения косинусного конденсатора;
Q1X0 – этот же параметр до подключения конденсатора, но при включении режима холостого хода;
QC – непосредственно мощность самого конденсатора.
Требования, предъявляемые к агрегатам
Сварочные разнотипные трансформаторы типа ТДМ и прочие исполнения должны соответствовать определенным требованиям.
![]()
В числе основных из них:
- Статическая характеристика должна в обязательном порядке быть ниспадающей;
- Для обеспечения возможности вторичного и последующего образования дуги поддерживается напряжение холостого хода на вторичной обмотке определенных значений;
- Для работы необходимо обеспечить возможность регулировки рабочего тока.
Во время работы все основные режимы постоянно меняются: холостой ход, подача нагрузки, короткое замыкание. Эта особенность характеризует практически все источники питания.
Таким образом, для реализации поставленной задачи при определенных условиях необходимо использовать наиболее подходящий для этого сварочный разнотипный трансформатор, цена которого может варьироваться. Чтобы избежать негативных факторов, влияющих на эффективность работы и качество шва, следует подключать к действующей цепи дополнительные элементы, например, конденсаторную батарею для снижения риска образования постоянной составляющей тока. Важно также иметь возможность изменять значение рабочего тока, что позволит воздействовать на соединяемые элементы с определенной силой тока.
Описание сварочного трансформатора
Для электродуговой сварки требуется набор инструментов, в который входит сварочный трансформатор. Существуют промышленные и бытовые разновидности средств, отличающиеся техническими характеристиками и габаритами.
![]()
Описание оборудования
Трансформаторы – аппараты, используемые для соединения деталей из стали и некоторых других металлов. Устройство принимает ток от сети, преобразует его до получения требуемых параметров. Формирующаяся при этом электрическая дуга расплавляет края свариваемых заготовок и расходный материал, образуя прочный шов.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.
Агрегат понижает напряжение, увеличивая ампераж.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Принцип работы с характеристиками
Приборы для трансформаторной сварки функционируют следующим образом:
- Ток из электрической сети попадает на первичную обмотку. Здесь появляется магнитный поток, направляющийся в сторону сердечника.
- Напряжение передается на вторичную обмотку.
- Ферромагнитный сердечник генерируют магнитное поле. В 2 обмотках образуются электродвижущие силы переменного характера.
- Разница в числе витков катушек помогает менять параметры тока на необходимые для сварки вольт-амперные показатели. По этим значениям выполняют расчет характеристик трансформаторного агрегата.
Число витков обмотки напрямую связано с выдаваемым напряжением. Намотанная в большем количестве вторичная катушка повышает силу тока. Трансформаторный сварочный аппарат относится к приборам понижающего вида. Число витков первичной обмотки в нем больше, чем вторичной. Регулировать силу выходного тока можно, меняя величину зазора между катушками.
![]()
Холостой ход
Принцип работы сварочного трансформатора включает 2 режима: холостой и с нагрузкой. Во время сварки вторичная катушка создает замыкание между деталью и электродом. Мощная дуга плавит материал, образуя шов. После завершения сварки вторичная цепь разрывается. Аппарат начинает работать на холостом ходу.
Такой режим функционирования должен быть безопасным для пользователя. Максимальная величина напряжения – 48 В. Если показатель превышает допустимые значения, срабатывает автоматический ограничитель. Заземление корпуса агрегата обеспечивает дополнительную защиту сварщика от поражения током.
Стандартная схема сварочного трансформатора
Классические аппараты состоят из магнитопровода и преобразователей. Для розжига дуги электрическая схема предусматривает присутствие индуктивного сопротивления вторичной катушки. У аппаратов, функционирующих в режиме сварки, мощность многократно превышает потери, возникающие при работе на холостом ходу.
![]()
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.

Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
Какие неисправности могут быть
При работе со сварочным трансформатором нередко возникают следующие проблемы:
- Отсутствие электрической дуги, отказ запуска охлаждающего вентилятора. Главная причина – нарушение целостности питающего кабеля. Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
- Отсутствие сварочной дуги при работающем вентиляторе. Наблюдается при нарушении связи между внутренними компонентами системы.
- Отсутствие электрической дуги при работающей сигнальной лампе. Такая проблема возникает при срабатывании защитного режима.
- Образование большого количества брызг. Качество шва сохраняется на низком уровне. Стоит проверить правильность подключения проводов, изменить полярность.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
Классификация и устройство сварочных трансформаторов
 Сварочный трансформатор содержит силовой трансформатор и устройство регулирования сварочного тока.
Сварочный трансформатор содержит силовой трансформатор и устройство регулирования сварочного тока.
В сварочных трансформаторах в связи с необходимостью большого сдвига фаз напряжения и тока для обеспечения устойчивого зажигания дуги переменного тока при смене полярности требуется обеспечить увеличенное индуктивное сопротивление вторичной цепи.
С ростом индуктивного сопротивления растет и наклон внешней статической характеристики источника питания сварочной дуги на ее рабочем участке, что обеспечивает получение падающих характеристик в соответствии с требованиями общей устойчивости системы «источник питания – дуга».
 В конструкциях сварочных трансформаторов первой половины 20-го века применялись трансформаторы с нормальным рассеянием магнитного поля в сочетании с отдельным или совмещенным дросселем. Регулирование тока производилось изменением воздушного зазора в магнитопроводе дросселя.
В конструкциях сварочных трансформаторов первой половины 20-го века применялись трансформаторы с нормальным рассеянием магнитного поля в сочетании с отдельным или совмещенным дросселем. Регулирование тока производилось изменением воздушного зазора в магнитопроводе дросселя.
В современных сварочных трансформаторах, которые выпускаются с 60-х годов 20-го века эти требо в ания обеспечиваются за счет увеличения рассеяния магнитного поля.
Трансформатор как объект электротехники имеет эквивалентную схему, содержащую активное и индуктивное сопротивление.
Для сварочных трансформаторов, работающих в режиме нагрузки, потребляемая мощность на порядок больше, чем потери холостого хода, поэтому при работе под нагрузкой эту схему можно не учитывать.
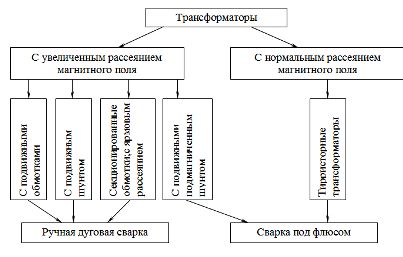
Рис. 1. Классификация сварочных трансформаторов
Для типичной схемы трансформатора основные потери магнитного поля на пути от первичной к вторичной обмотке происходят между стержнями магнитопровода.
Управление рассеянием магнитного поля производится изменением геометрии воздушного промежутка между первичной и вторичной обмотками (подвижные обмотки, подвижный шунт), согласованным изменением числа витков первичной и вторичной обмоток, изменением магнитной проницаемости между стержнями магнитопровода (подмагничиваемый шунт) .
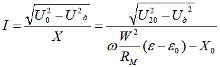
При рассмотрении упрощенной схемы трансформатора с разнесенными обмотками можно получить зависимость индукционного сопротивления от основных параметров трансформатора
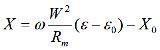
Rm — cопротивление на пути магнитного потока рассеяния, ε — относительное перемещение обмоток, W- число витков обмоток.
Тогда ток во вторичной цепи:
Диапазон плавного регулирования у современных сварочных трансформаторов: 1:3; 1:4.
У многих сварочных трансформаторов есть ступенчатое регулирование — переключение и первичной и вторичной обмотки на параллельное или последовательное включение.
У современных сварочных трансформаторов для снижения веса и стоимости на ступени больших токов сделано понижение напряжения холостого хода.
Сварчоные т рансформаторы с подвижными обмотками
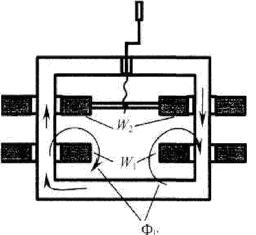
Рис. 2. Устройство сварочного трансформатора с подвижными обмотками: при полностью сдвинутых обмотках сварочный ток максимальный, при раздвинутых — минимальный.
Такая схема используется и в сварочных выпрямителях регулируемых трансформаторов.
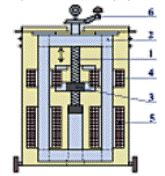
Рис. 3. Конструкция трансформатора с подвижными обмотками: 1 — ходовой винт, 2 — магнитопровод, 3 — ходовая гайка, 4,5 — вторичная и первичная обмотки, 6 — рукоятка.
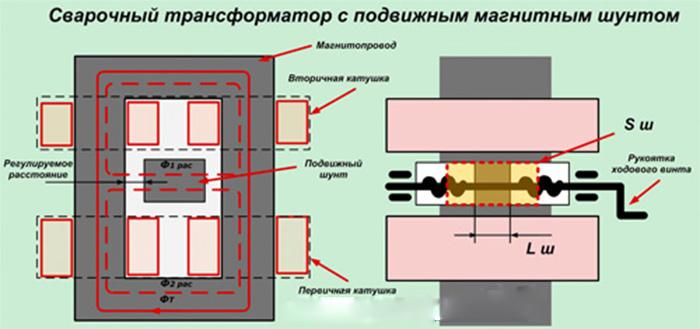
Сварочные т рансформаторы с подвижным шунтом
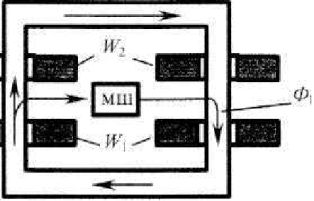
Рис. 4. Устройство сварочного трансформатора с подвижным шунтом
Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения длины и сечения элементов магнитного пути между стержнями магнитопровода. Т.к. магнитная проницаемость железа на два порядка больше, чем проницаемость воздуха, при движении магнитного шунта меняется магнитное сопротивление потока рассеяния, проходящего по воздуху. При полностью введенном шунте волна потока рассеяния и индуктивное сопротивление определяется воздушными зазорами между магнитопроводом и шунтом.
В настоящее время сварочные трансформаторы по такой схеме выпускаются для промышленных и бытовых целей, и такая схема используется в сварочных выпрямителях регулируемых трансформаторов.

Сварочный трансформатор ТДМ500-С
Сварочные трансформаторы с секционированными обмотками
Это монтажные и бытовые трансформаторы производства 60, 70, 80 годов.
Имеется несколько ступеней регулирования числа витков первичной и вторичной обмотки.
Сварочные трансформаторы с неподвижным подмагничиваемым шунтом
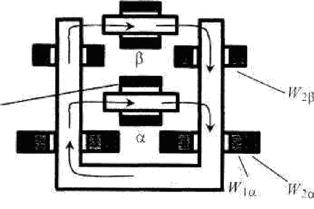
Рис. 4. Устройство сварочного трансформатора с неподвижным магнитным шунтом
Для управления используется падающий участок, т.е. работа сердечника шунта в режиме насыщения. Т.к. проходящий через шунт магнитный поток переменный, рабочая точка выбирается так, чтобы не выходить за пределы падающей ветки магнитной проницаемости.
С увеличением насыщения магнитопровода падает магнитная проницаемость шунта, соответственно увеличивается поток рассеяния, индуктивное сопротивление трансформатора и вследствие этого уменьшается сварочный ток.
Поскольку регулирование электрическое, то возможно дистанционное управление источником питания. Другим преимуществом схемы является отсутствие подвижных частей, т.к. управление электромагнитное, это позволяет упростить и облегчить конструкцию мощных трансформаторов. Электромагнитные усилия пропорциональны квадрату тока, поэтому на большом токе проблема с удержанием подвижных частей. Трансформаторы такого типа выпускались в 70-х и 80-х годах 20-го века.
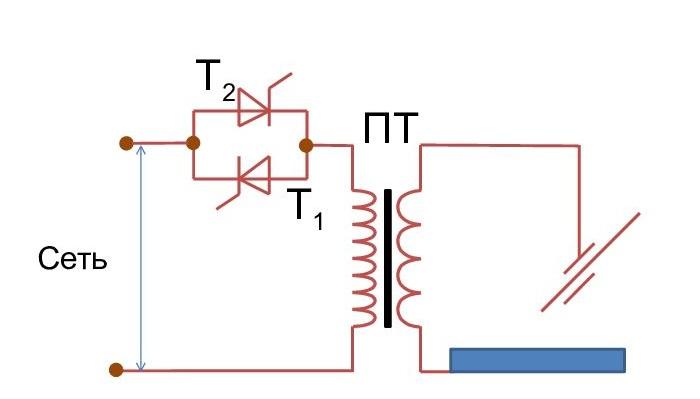
Тиристорные сварочные трансформаторы
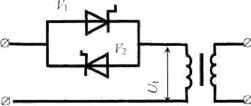
Рис. 5. Устройство тиристорного сварочного трансформатора
Принцип регулирования напряжения и тока тиристорами основан на фазовом сдвиге открытия тиристора в полупериод прямой для него полярности. При этом меняется среднее значение выпрямленного напряжения и, соответственно, тока за полупериод.
Для обеспечения регулирования однофазной сети нужны два встречно включенных тиристора, причем регулирование должно быть симметричным. Тиристорные трансформаторы имеют жесткую внешнюю статическую характеристику, регулирование которой производится по напряжению на выходе с помощью тиристоров.
Тиристоры удобны для регулирования напряжения и тока в цепях переменного напряжения, поскольку закрытие происходит автоматически при смене полярности.
В цепях постоянного тока для закрывания тиристоров обычно используют резонансные схемы с индуктивностью, что сложно и дорого, и ограничивает возможности регулирования.
В схемах тиристорных трансформаторов тиристоры устанавливаются в цепи первичной обмотки по 2-м причинам:
1. Поскольку вторичные токи сварочных источников питания намного больше, чем максимальный ток тиристоров (до 800 А).
2. Более высокий КПД, поскольку потери на падение напряжения на открытых вентилях в первичной цепи относительно рабочего напряжения меньше в несколько раз.
Кроме того, индуктивность трансформатора в данном случае обеспечивает большее сглаживание выпрямленного тока, чем случай установки тиристоров во вторичной цепи.
Все современные трансформаторы для сварки выполняются с алюминиевыми обмотками. Для надежности на концах приварены холодной сваркой медные накладки.
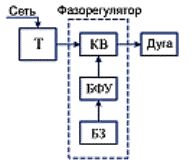
Рис. 6. Блок-схема тиристорного трансформатора: Т — понижающий трехфазный трансформатор, КВ — коммутирующие вентили (тиристоры), БФУ — блок фазового управления, БЗ- блок задания.
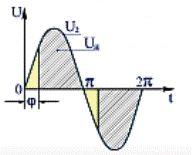
Рис. 7. Диаграмма напряжений: φ — угол (фаза) включения тиристоров.
С 80-х годов основная доля сварочных трансформаторов выполняется на холоднокатаном трансформаторном железе. Это дает в 1,5 раза большую индукцию и меньше вес магнитопровода.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Что такое сварочный трансформатор
Сварочный трансформатор – трансформатор, получивший широкое применение в производственной сфере и в быту для электродуговой сварки. Рассмотрим особенности конструкции сварочных трансформаторов, принцип их работы и разновидности данного оборудования.
- Особенности конструкции сварочного трансформатора
- На чём основан принцип работы
- Холостой режим
- Особенности схемы и модификации аппарата
- Особенности расчёта трансформаторов для сварки
- Разновидности сварочных трансформаторов
- Возможные неисправности
- Как выбрать сварочный трансформатор
- Как сделать сварочный трансформатор своими руками
Особенности конструкции сварочного трансформатора
Данный агрегат комплектуется следующими элементами и узлами:
 Виды магнитопроводов
Виды магнитопроводов
 Сварочный трансформатор
Сварочный трансформатор
Параметры силы электротока не зависят от конструкции сердечника. Но данный узел необходим для возбуждения магнитного потока и комплектуется из пакета пластин, изготовленных из трансформаторной стали.
Изготовление сердечника в виде цельного элемента нецелесообразно по причине большого количества потерь в величине магнитного поля за счёт образования вихревых токов, снижающих индукцию.
Чтобы агрегат работал тихо, важно плотно стянуть пакет пластин, исключив вибрацию между ними в процессе эксплуатации трансформатора.
Различные аппараты могут конструктивно различаться, исходя из предназначения и рабочих характеристик, на которые рассчитан трансформатор.
На чём основан принцип работы
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).
![]() Принцип работы трансформатора
Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.
 Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Холостой режим
Агрегат может функционировать в двух режимах:
- нагрузочном;
- холостого хода.

В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.
Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.
Особенности схемы и модификации аппарата
Кроме стандартных устройств, в сварочном трансформаторе могут применяться дополнительные элементы, совершенствующие конструкцию агрегата. Схема может выполняться с использованием:
- нескольких катушек на выходе;
- конденсаторов;
- импульсных стабилизаторов;
- тиристорных преобразователей.

Схема может дополняться резисторами, регулирующими силу тока, если изменение расстояния между катушками не позволяет добиться необходимых характеристик. Эти элементы могут потребоваться, если предполагается сварка тонкого металла, или мощность оборудования чрезмерно велика.
Особенности расчёта трансформаторов для сварки
Понижение характеристик тока обеспечивается расчётом количества витков на первичной и вторичной обмотках. Параметры напряжения на выходе понижаются относительно входного на величину от 10 до 100 раз.
Чтобы обеспечить необходимые характеристики, число витков на обмотках должно быть тщательным образом рассчитано. Величина погрешности допускается в пределах 3 %.
Каждый аппарат характеризуется собственной величиной коэффициента трансформации, определяемом как частное величины силы тока на входе и выходе. Учитывая расчётные данные, создаётся оборудование с характеристиками, в зависимости от предполагаемых режимов работы и параметров сварочных соединений.
Расчёт выполняется с учётом следующих характеристик и нюансов:
- эксплуатационных показателей – типа подключённой электросети, регулировочного диапазона, фактической мощности, продолжительности непрерывной работы;
- диаметра электрода, на который рассчитан аппарат;
- условий эксплуатации;
- коэффициента полезного действия агрегата.
Отдельные характеристики из указанных взаимосвязаны между собой.
Разновидности сварочных трансформаторов
Данное оборудование выпускается различных типов, исходя из условий эксплуатации и назначения. Аппараты могут различаться следующими характеристиками:
- массой и габаритными размерами – от компактных моделей, переносимых на наплечном ремне, до промышленных агрегатов, перемещаемых на колёсах или грузоподъёмными механизмами;
- величиной напряжения на холостом ходу – в диапазоне от 48 до 70 В;
- силой тока в пределах от 50 до 400 А. На масштабных производствах могут использоваться модели с величиной данной характеристики до 1000 А;
- количества фаз электрической сети – модели с одной и тремя фазами;
- подачей электротока – непрерывно или импульсно;
- диаметром электродов, на использование которых рассчитан аппарат – от 2 до 6 мм.
Современная промышленность выпускает множество разновидностей сварочных трансформаторов. Бытовой потребитель может подобрать изделие, исходя из особенностей предполагаемой эксплуатации и учитывая ценовую политику производителя.
Цены на бытовые модели сварочных трансформаторов колеблются в пределах от 4 до 20 тысяч рублей, в зависимости от характеристик и изготовителя. Выбор потребителя зависит от его финансовых возможностей и назначения устройства.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надёжное и неразъёмное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Возможные неисправности
![]()
Как выбрать сварочный трансформатор
При выборе оборудования, необходимо учитывать поставленные задачи и, исходя из этого, приобретать модель. Производятся приборы следующих классов:
- бытовые – для незначительных по объему работ в домашних условиях. Предполагает эксплуатацию в течение до 10 мин., после чего требуется перерыв. Величина сварочного тока не превышает 200 А;
- профессиональные – применяется при выполнении ремонтов конструкций и рассчитан на продолжительную работу. Показатели сварочного тока – от 200 до 300 А;
- промышленные – используются на производстве. Предполагают возможность непрерывной эксплуатации в течение суток с незначительными паузами. Производятся со сварочным током от 250 до 500 А.
Кроме класса и величины тока при выборе аппарата следует учитывать номинальное напряжение, на которое он рассчитан. Бытовые сети предполагают величину напряжения 220 В, с возможностью отклонения в ту или иную сторону до 15 процентов.
Еще один важный фактор – стоимость. Каждый должен выбирать, исходя из цены, зависящей от перечисленных ранее критериев и политики изготовителя.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надежное и неразъемное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.